板材最佳矩形效果
为了使板材的平面形状接近矩形,通过自动形状控制(ASC 轧制)和滚边实现成材率优化是一项成熟的技术。
这可以通过横轧策略、锥形厚度轧制和立辊减宽来实现。
我们的 X-Pact 自动形状控制装置的工作原理是在每次轧制开始和结束时调整轧辊,使板材边部比中间厚。转向后,边部多余的材料意味着板材在随后的轧制过程中会被轧成近似矩形的形状。工艺模型根据材料和尺寸计算正楔形的长度和高度。
应对客户挑战
- 完成轧制后的板材几乎呈矩形
- 在定宽轧制过程中进行锥形厚度轧制,以补偿后续轧制道次中材料流的变化
- 成材率优化
主要特点
- 废钢最少化
- 成材率最大化
- 减少废边
- 自动调整辊缝以获得最佳的板材矩形度。
-
锥形厚度轧制
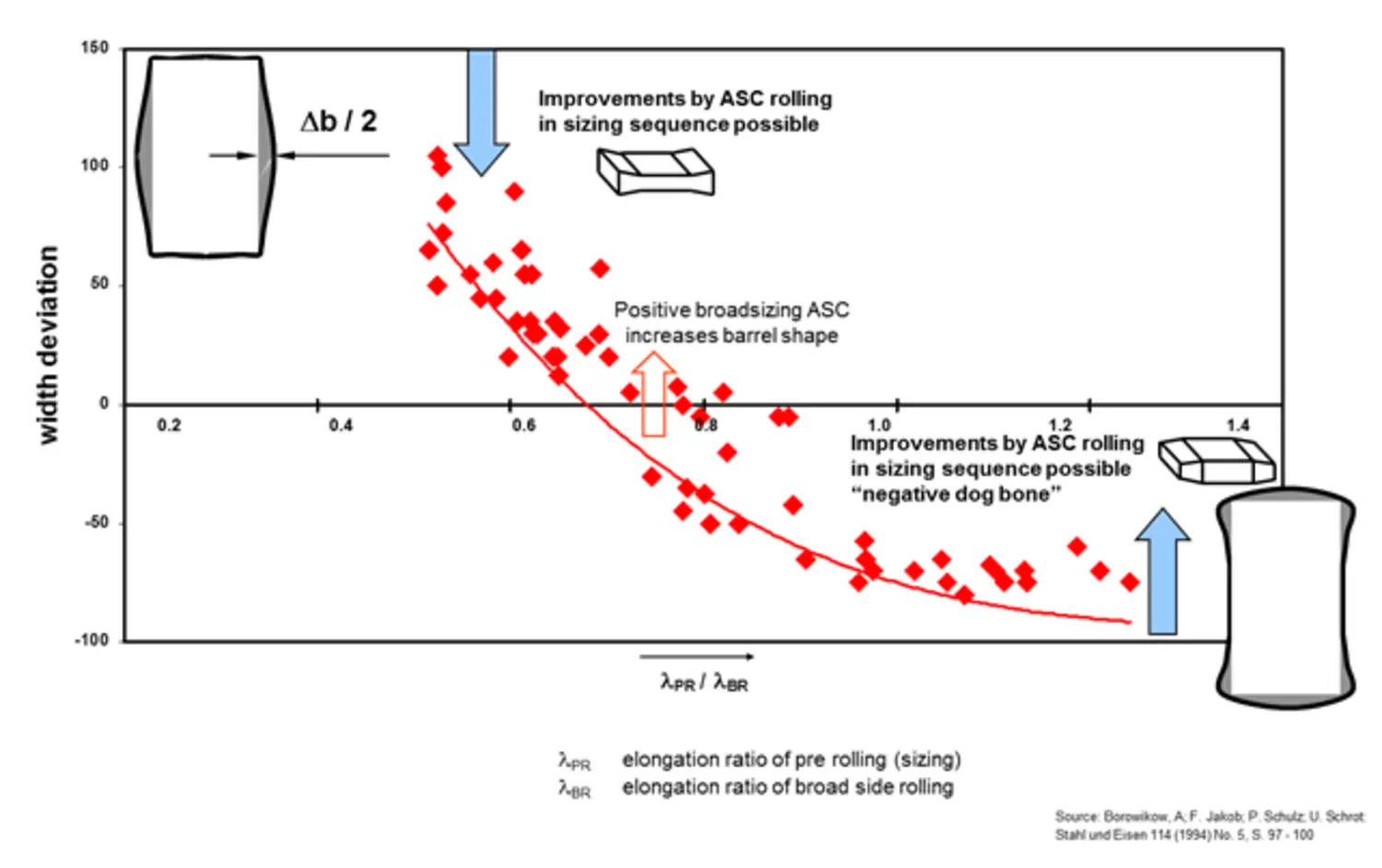
ASC轧制概念应用于定尺和定宽的轧制序列。为了影响平面形状,在转向板材上采用双锥度厚度轮廓。X-Pact®自动形状控制根据板材尺寸和不同轧制方向的压下量计算锥度的高度和长度。因此,通过在定尺序列中进行ASC轧制,可以显著减少板材长度方向的宽度偏差。在定宽序列中,ASC轧制可以减少切头和切尾。
![]()
采用X-Pact®自动形状控制技术进行锥形厚度轧制 -
立辊使用
立辊压下的宽度轮廓与短行程校正相结合,进一步改善形状并减少边降。
-
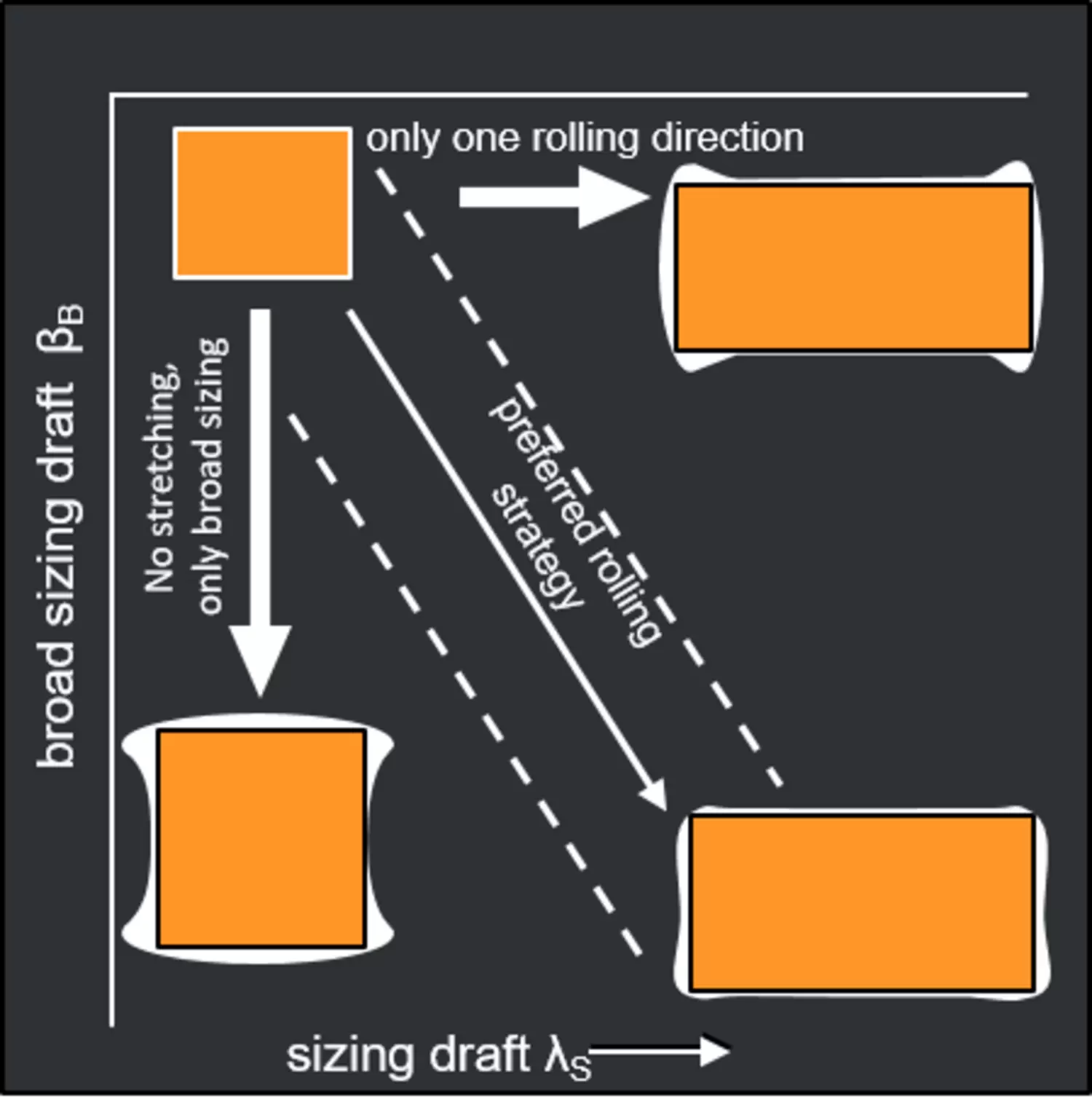
转向模式策略
定尺和定宽的比率也会影响形状和边部切废。转向模式优化的轧制表可以减少废料,提高成材率。
![]()
X-Pact®自动板型控制
请与我们联系!
请使用我们的联系表进行提问、咨询或个人联系。
与本服务有关的洞察力新闻
显示所有请与我们联系!