Dependable surface protection, maintenance and repairs
We offer coating services in seven global workshops close to our customers. By combining the longstanding expertise as an OEM in the metal industry with state-of-the-art thermal spray technology, we are able to develop tailor-made and dependable coating solutions for surface protection, maintenance and repairs. These coatings significantly extend the service life of components and help to reduce CAPEX, OPEX and machine downtime.
-
Dependable coatings
With 150 years of experience in the metal industry, our engineers have a fundamental understanding of all related processes and technical requirements on associated components. This expertise is reflected in our comprehensive solutions along the process chain of the industry, from the primary metallurgy to the finished metal product. We understand our customers’ demands and constantly challenge our self.
With our coating services, we help to improve machine reliability and components service life. By applying a wear resistant coating, improvements in campaign length up to 600 % are possible, while the product quality remains constant over a long period of time. This helps to satisfy our customers demand on machine reliability and low operating costs. Additionally, coatings can be applied multiple times on the same component when first signs of wear appear. Completely broken or impeded equipment and components can often be repaired by a coating. This “second life” of machine equipment enables our customers to react quickly, even under unexpected circumstances, like a sudden machine downtime, and not heavily rely on vulnerable supply chains from raw material procurement and the machining of a new part at multiple sub-providers. Global and local regulations, like REACH in Europe, force us and our customers to think outside the box.
![]()
-
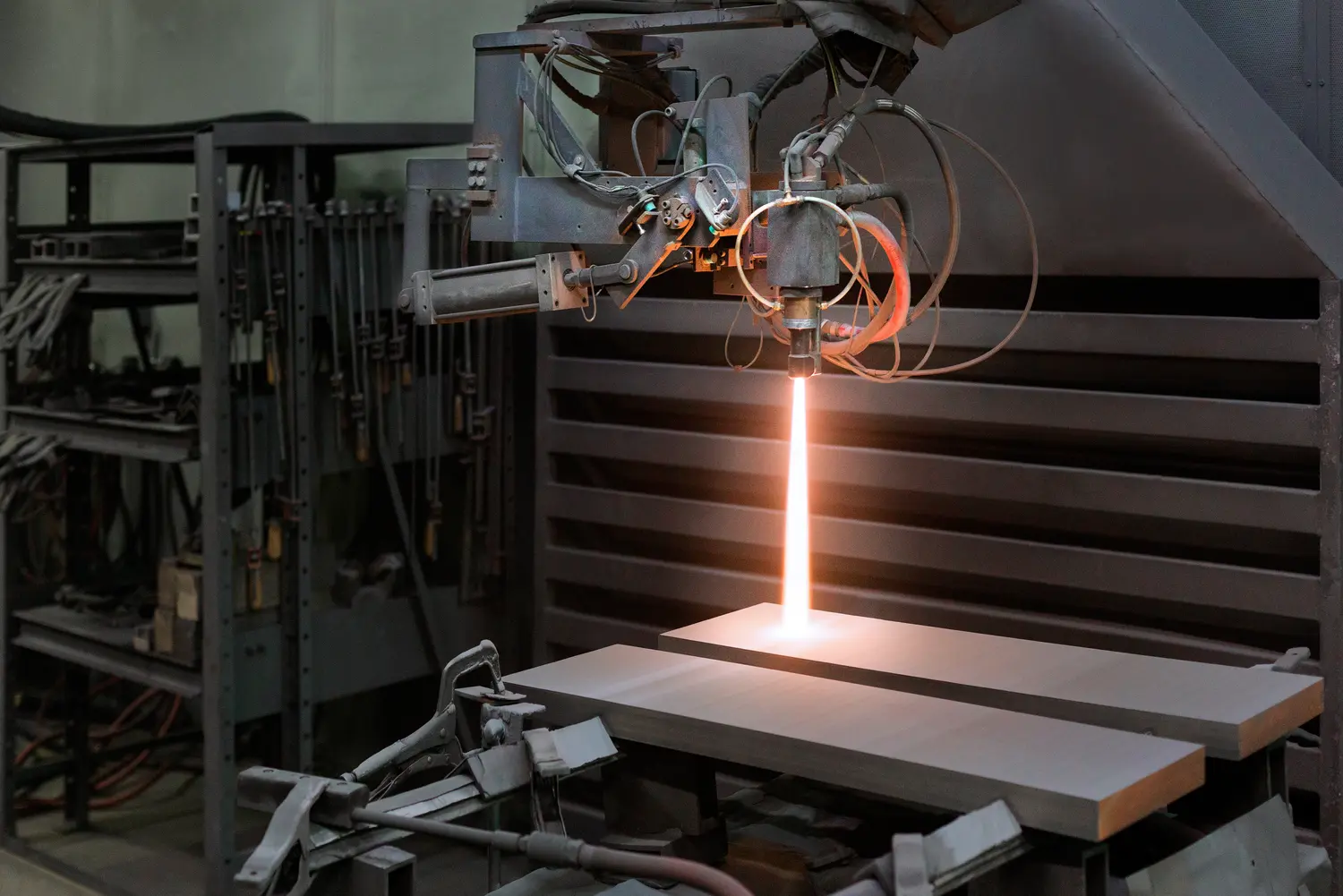
High-Velocity Oxygen Fuel (HVOF) spraying
High-Velocity Oxygen Fuel (HVOF) spraying is a thermal spray process that utilizes a mixture of liquid kerosene and oxygen as energy source. The mixture is ignited and the combustion gases are expanded through a nozzle, where the gas velocity can become supersonic. Powder is injected into this hot and fast gas stream, heated and accelerated onto the substrate. Particle velocities can reach between 350 and 700 m/s before they hit the substrate, leading to a very dense and compact coating. The powder particles are normally not fully molten during the process. The heat input into the substrate is minimal, as opposed to classic welding processes. The HVOF process is used for wear resistant coatings, mainly cermet based, as well as metallic coatings and metallic buffer layers.
![]()
-
Wire arc spraying
Wire arc spraying is a well-established process and one of the oldest thermal spray processes on the market. Two metallic wires are connected to a powder source which applies a current to these wires. The wires are feed to a focus point, where an electric arc is ignited, melting the wires continuously. Molten wire material forms droplets, which are accelerated into the substrate by a high-kinetic atomizing gas flow. The atomized and accelerated particles form a fine-structured homogeneous coating. Wire Arc Spraying has a very high deposition rate, making it the perfect process for repair coatings, buffer layers and corrosion protection.
![]()
-
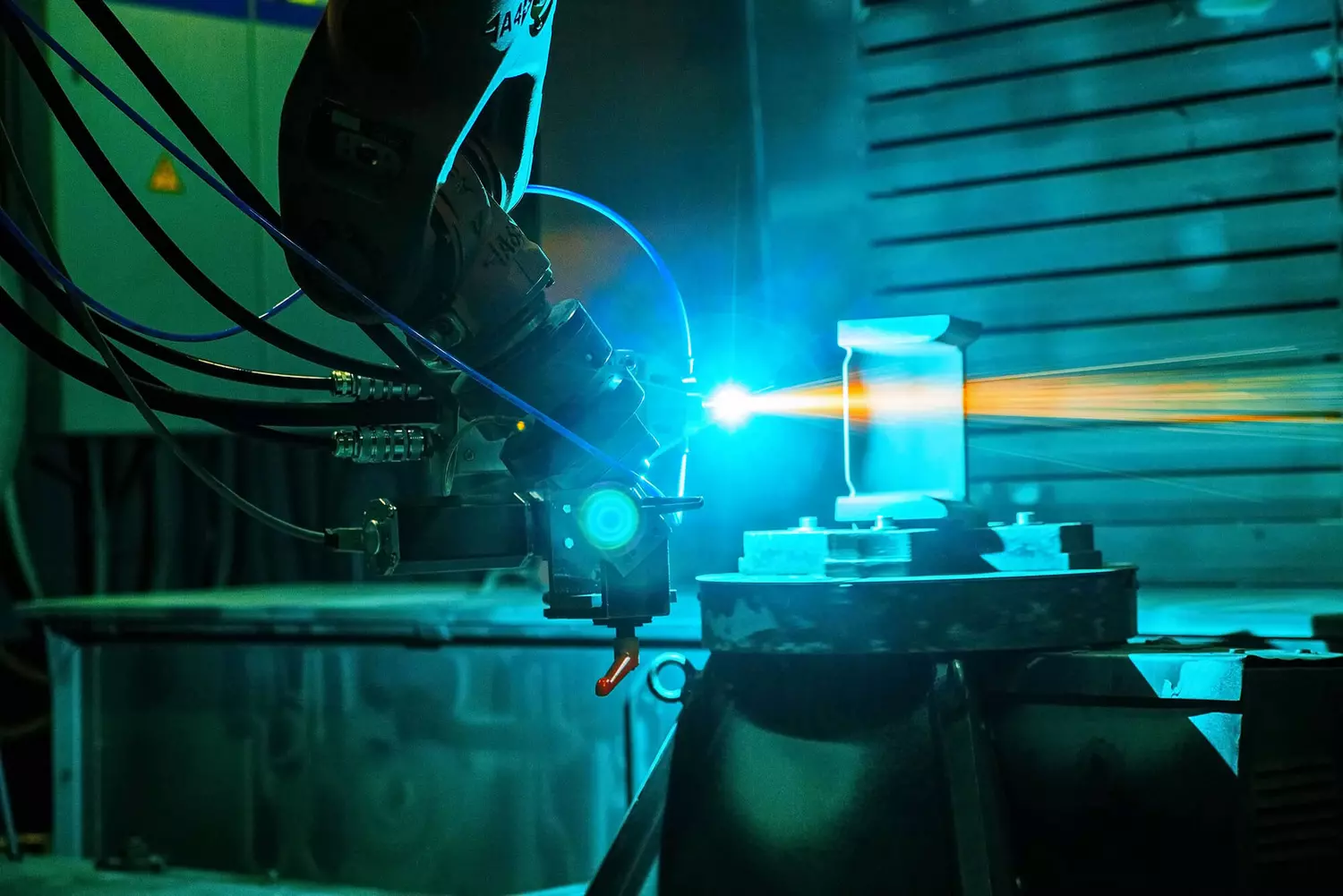
Atmospheric plasma spraying
In the plasma spraying process, an electric arc is ignited between a water-cooled copper anode and a tungsten cathode via a high frequency discharge. The arc is sustained by a DC power source. A gas like Argon flows between the two cathodes and is ionized by the heat of the arc, leading to the formation of a very hot plasma gas stream. The plasma gas is expanding and accelerating through a nozzle. Powder is injected into this hot gas stream at the exit of the nozzle. The powder particles are usually fully molten and accelerated onto the substrate. Due to the absence of a shielding gas and the active atmosphere, powder particles oxidize before they hit the substrate. That is why Plasma Spraying is normally utilized for the processing of wear and corrosion resistant ceramics.
![]()


-
TecGuard® roll coatings
Auxiliary rolls in strip processing lines, like bridle, deflector, steering, or guide rolls, are an essential part of every line type. They provide strip tension, centering and full process control. To ensure constant strip quality, while maintaining a high throughput, the surface of these rolls is an essential technical aspect to consider.
Our lineup of tailor-made TecGuard® roll coatings was specifically developed to meet these high technical requirements as well as our customers’ expectations on durability and reliability. Global experts and engineers from SMS worked together to find the right coating solution for every roll, from the entry to the exit section. These include rolls in continuous galvanizing lines (GA/GI), electrolytic tinning lines and continuousannealing lines.
TecGuard®-PRC024A
- Highest wear resistance
- Good corrosion resistance
- Operating temperature up to 500 °C
TecGuard®-PRC025A
- Standard hard chrome replacement
- High wear resistance
- High corrosion resistance
- Operating temperature up to 900 °
TecGuard®-PRC029A
- High wear resistance
- Good corrosion resistance
- Operating temperature up to 500 °C
![]()
-
TecGuard® roll shaft repair
A tough application
Roll shafts in bar and wire rod mills are the backbone of the rolling operation. They ensure the torque transfer from the motor to the rolling rings, while absorbing the high rolling and forming forces to ensure a perfect final product quality in surface finish and tolerances.
All this happens, while the roll shaft is rotating up to 17.000 rpm and the rolled product has core temperatures up to 1150 °C. These working conditions cause wear on the roll shaft, especially on the conical clamping surface.
Our lineup of tailor-made TecGuard® repair coatings was developed in close collaboration with industry experts and senior engineers to give machine parts a second life. TecGuard®- REP075 is our answer for the demanding application in the maintenance of worn roll shafts from bar and wire rod mills. A highly wear resistant coating is applied by a thermal spray process to restore worn areas, while precision machining ensures a perfect surface finish and a smooth mill operation. Compared to classic repair solutions like hard chroming or welding, the performance in service life is increased, REACH regulations are met and the fatigue performance of the roll shaft is not altered.
-
UniGuard® coating for continuous casting mold coppers
Until now, choosing a coating configuration for continuous casting mold coppers was a compromise. While an extremely hard coating on mold coppers significantly reduces wear, conventional hard coating materials cannot withstand the heat. For most steel producers, this meant deciding between a step-nickel configuration that left the copper on the upper half of the mold exposed or using a full-face tapered-nickel configuration in which the nickel thickness increases towards the bottom of the coppers. However, nickel-based coatings with a 250+ Vickers are not suitable for the meniscus area because they tend to crack and eventually spall from thermal cycling.
Now there’s no need to compromise. With the UniGuard® Coating process, a field-proven proprietary technology available exclusively from SMS group, steel producers can protect molds with a single extremely hard, heat-resistant coating solution.
The revolutionary UniGuard® mold coatings for broad-, narrow-, beam-blank and bloom-style coppers are a mold coating breakthrough because they combine a hardness of 1,100+ Vickers, which rivals hard chrome, and the ability to withstand the meniscus temperatures of most continuous casting molds. As a result, the life of molds coated with UniGuard® Mold Coatings is substantially increased, well beyond what was previously attainable.
-
TecGuard® repair coating for chocks
Chocks are installed in many of our customers' plants and are used to support backup rolls and work rolls in hot and cold rolling mills. What all these chocks have in common is that they are exposed to tremendous loads such as temperature and/or high forces and the resulting wear through out their lifetime.
We use the latest generation of repair techniques to ensure that the chocks can be re-used over the long term. Alongside options for repairing components and their attachments (rocker plate, side guides), We now offers chock bore repairs using the wire arc spraying method, TecGuard®-REP9545. This procedure is used to restore the original diameter of the chock bore. The material properties of the repaired chock bore are at the very least identical to those of a new chock. The repair method shown below is a cost-effective alternative with a short lead time/delivery time compared to buying a new component. A dedicated team of experts selects the materials and processes to suit the relevant application and works on the further development of the coatings. The chocks are repaired with an iron-based coating system that contains an optimum amount of carbon.
![]()
-
CGL sink roll coatings
During operation, sink and stabilizing rolls in hot-dip galvanizing lines are immersed in molten Zinc or Zinc-Aluminum alloys. Due to the elevated bath temperature of > 430 °C, the Zinc can react with Iron from the roll surface or steel strip, leading to dissolution of Iron and the formation of intermetallic Zinc-Iron dross. This dross will stick to the rolls surface and inevitable effect the strip quality negatively. Additionally, abrasive wear between the strip and the roll surface, as well as the highly corrosive environment, will deteriorate the rolls performance, affecting the service life and campaign length. A roll exchange and machine downtime are the unavoidable consequences.
SMS is utilizing a specially developed coating to decrease metallic corrosion between the roll surface and the bath effectively. This helps to reduce the total amount of dross formation. Additionally, the coating shows much less tendency to pick up dross, leading to better and consistent strip quality over long campaign lengths. This highly wear resistant coating improves the service life of sink rolls up to 600 % compared to conventional, non-coated sink and stabilizing rolls. Each set of rolls can be re-coated multiple times, resulting in less capital expenses. This type of coating can also be applied to sink roll arms and sleeves.
![]()
-
Furnace roll coatings
To cut costs and simultaneously boost your plant availability, you know it pays to increasingly focus on the service life of your core components. A proven yet state-of-the-art way of extending service lives are technological coatings.That’s why, at an early stage, SMS group and our partners began intensive research on coating components.Then, after systematic analysis of the core components used in metallurgical plants and rolling mills, we identified furnace rollers as a promising area for improvement. Our aim was to increase the useful lifetime far beyond that of the original part. You know, furnace rollers in annealing and galvanizing plants are subject to extreme thermal and mechanical stresses that cause heavy wear. It’s a major issue,because these components decisively influence the surface quality of the end product. Your customers demand ever-higher standards here. This is where we come in with the ideal solution. Upgraded with the right coating for your purposes, your furnace rollers gain a longer service life – which is many times that of the original components.Specifically the automotive industry demands ever more high-strength, high-ductility steel grades. Included in this category are increasing volumes of AHSS steels with high manganese and silicon contents. Based on intensive research into coating technology the SMS group offers special coatings to their customers all over the world. What’s unique here is that we apply them using HVOF (high velocity oxygen fuel) or plasma processes. Out of these evolves a material composition that ensures our coatings prevent wear and pick-up of deposits.Result of MnO reaction test examining pick-up resistance.
To achieve the perfect solution, we adjusted the composition of our coating. Specifically, we reduced the reaction element aluminum, which is necessary for ceramic formation, and replaced it with high-strength alloys. Combined with the HVOF coating process, that ensures a much denser microstructure. This prevents diffusion and ahigher concentration of pick-up inducing Al2O3on the coating facing the strip.What’s more, the added alloys increase overall strength and, as a result, the coating service life.
![]()




SMS group email service
Our promise to you: this is not another newsletter!
Use our contact form for questions, inquiries or personal contact.
Global service workshops and available processes
As a fully integrated service provider, it is important to act quick and offer technical services in close proximity to our customers. That is why SMS is offering coating services in seven workshops around the globe. In the Americas, our technical experts in Mokena (US), Oil City (US), Calvert (US) and Vespasiano (BR) are open to discuss our customers concerns. In India and China SMS is offering coating services in Bhubaneswar and Tianjin, while our coating facility in Europe is based in Mönchengladbach.