西马克集团的退火线和镀锌线的主要特点是成品质量上乘、高效经济以及产能巨大。近年来,尤其是在生产线理念、炉子技术、镀锌技术和后处理方面,已开发出各种新措施和新的技术解决方案。
多相钢强度高、韧性好,越来越多地被用于汽车部件。这些高强度、易形变的钢材必须满足汽车使用的最高质量要求。
在生产线中,要考虑到对表面质量的严格要求。首先是清洗,然后是表面友好型退火,以及镀锌、钝化或和涂油技术。为了达到出色的材料强度,我们采用了先进的退火和冷却策略,以及用于针对性后处理的平整机。
-
热轧带钢镀锌生产线
镀锌带钢具有长效防锈保护
主要数据对热轧带钢进行镀锌可生产出具有长效防锈和外表美观的镀锌带钢,而且生产和投资成本较低。镀锌热轧带钢在建筑、家具或汽车等行业的应用日益广泛,市场需求不断增长。
从经济角度看,在通常使用镀锌冷轧带材的应用领域,使用镀锌热轧带材尤其具有吸引力。与生产镀锌冷轧带材相比,生产镀锌热轧带材省略了许多成本密集型工艺步骤,因此具有巨大的成本优势,最终提高了钢铁生产商的利润率。
![]()
-
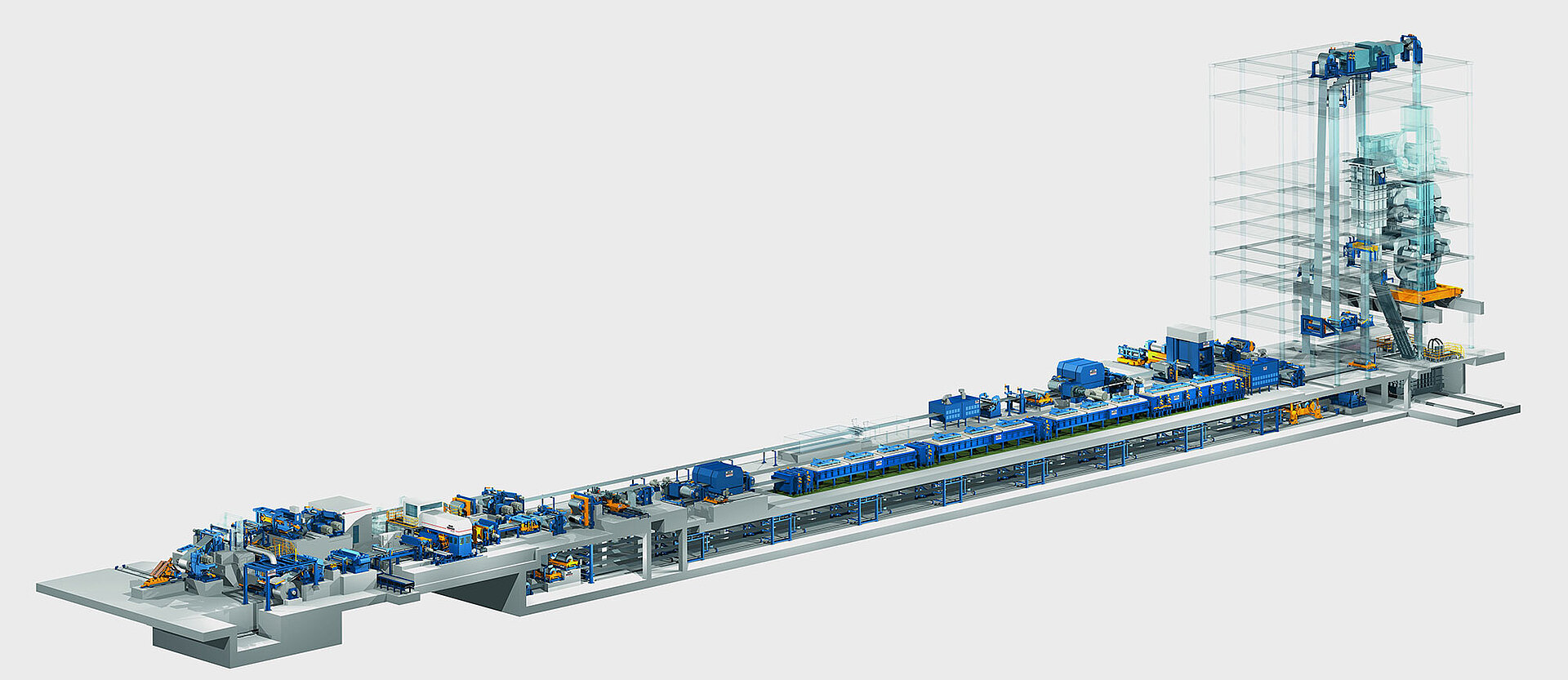
汽车钢产线
冷轧带钢退火和镀锌生产线
主要数据退火线和连续镀锌线是生产汽车用冷轧带材的最重要的加工线,因为汽车用冷轧带材要求有较高的表面质量和高强度。
![]()
-
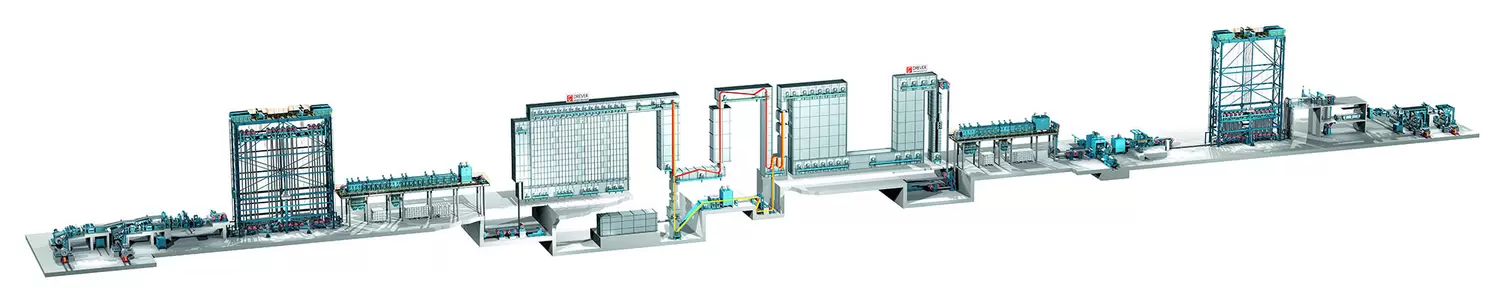
卧式镀锌生产线
冷轧退火和镀锌生产线
除了主要为汽车质量设计的生产线外,西马克还提供一些更简单的生产线理念,主要用于生产建筑、家用电器或家具行业的材料。这些生产线也可部分用于生产汽车用材料。
![]()
-
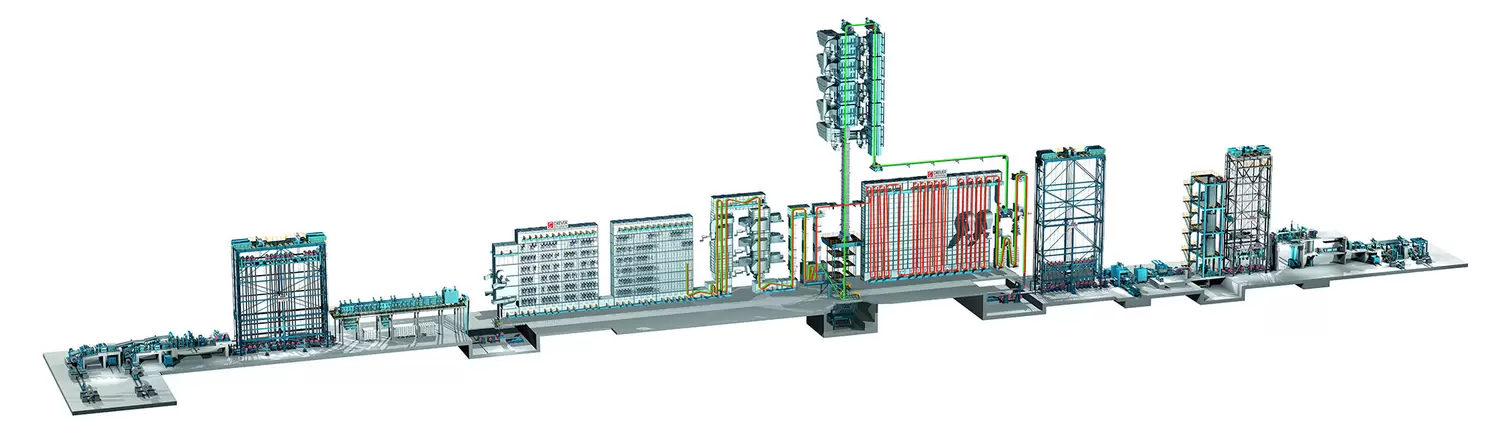
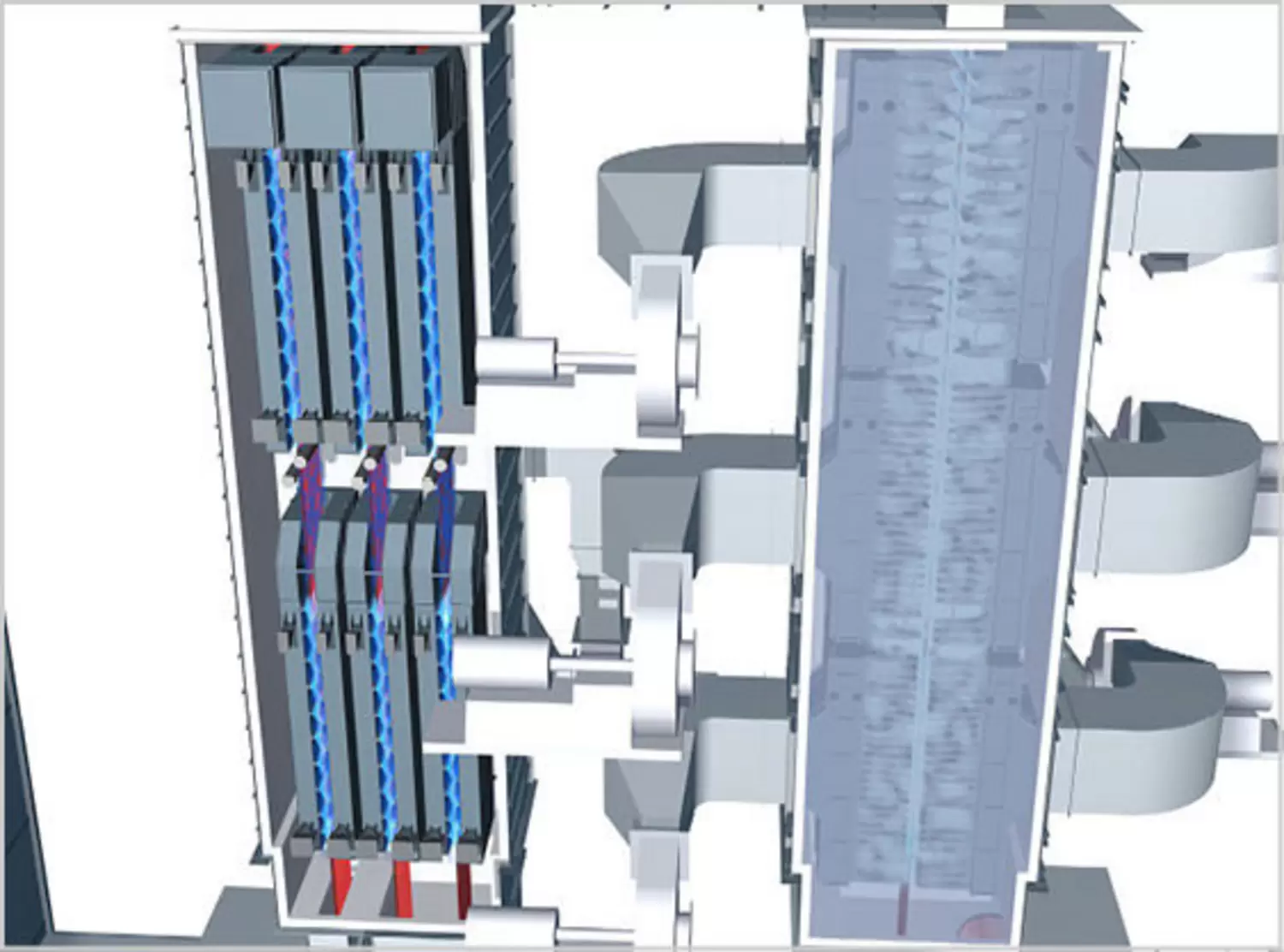
带强冷和喷水冷却功能的通用退火线
具有灵活性和成本效益的多用途生产线
西马克集团的汽车生产线具有极高的灵活性,这要归功于其采用的高度发达、久经考验的技术和部件。除了冷却速度达150 度每秒每毫米带材厚度的超快冷却区,该生产线还可选配喷水冷却系统,冷却速度超过 1000 度每秒每毫米带材厚度。因此,它不仅适用于需要快速冷却的高强度钢种,也适用于抗拉强度在 1,550 兆帕以上的马氏体钢和双相钢。
![]()
-
通用连续退火和镀锌线
退火和镀锌冷轧带钢质量极高
这是一种特殊的生产线,冷轧带钢首先经过再结晶退火,然后进入锌锅和过时效区。这种灵活的生产线可生产两种不同的产品(退火和镀锌),质量极高,让您受益匪浅。
![]()


-
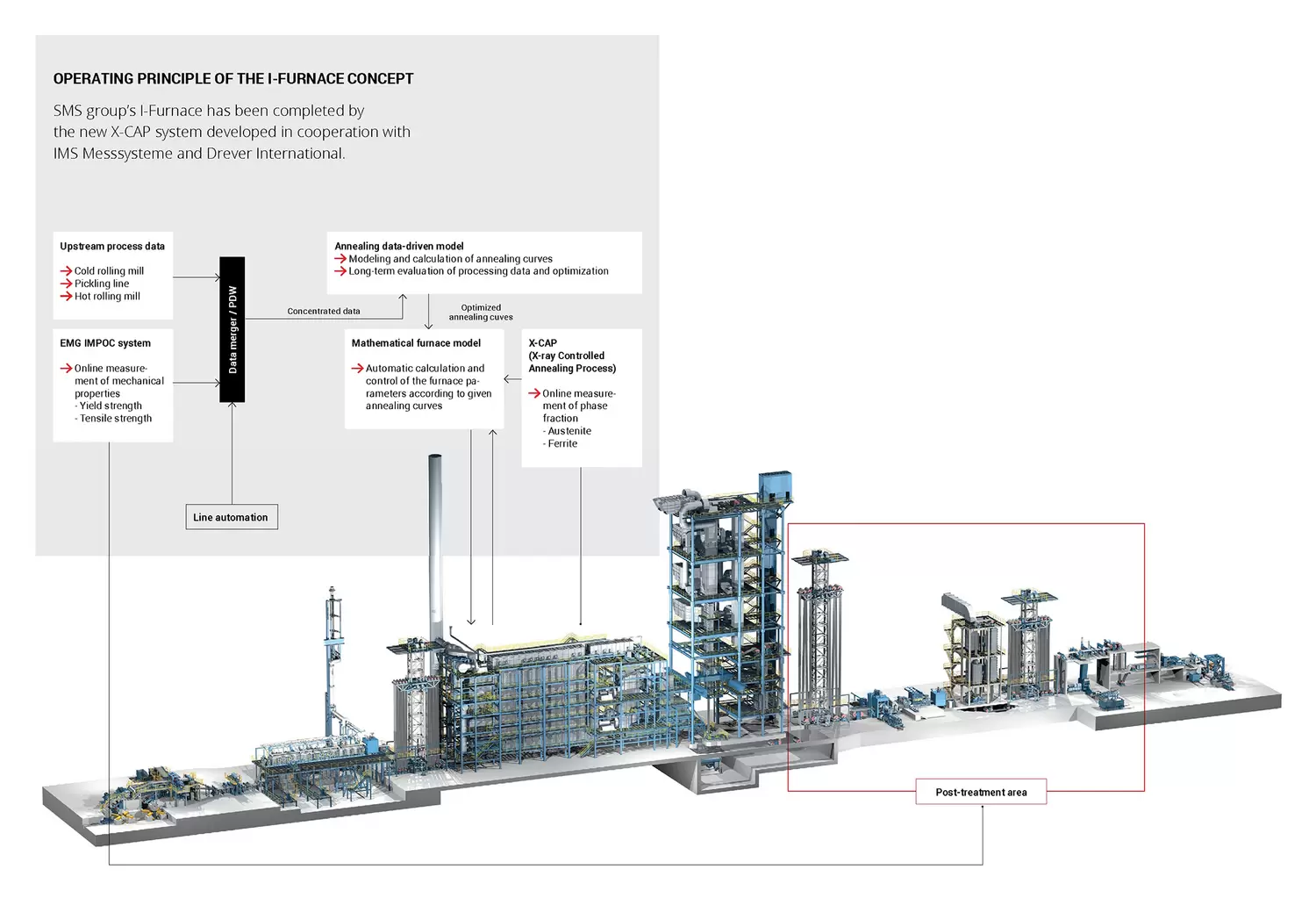
采用X-CAP®技术的智能工业炉
材料性能预测
现代 AHSS 钢种的生产对退火和连续镀锌生产线的热处理工艺提出了很高的要求。特别是,汽车行业要求带钢在卷与卷之间以及在卷的长度上具有均匀的特性。为了实现这一目标,必须获得带钢微观结构的信息,以控制工艺并补偿上游工艺中可能出现的偏差。
因此,西马克集团开发了 I-Furnace(智能炉),包括智能退火工艺和生产优化模型。在这里,各种工具的组合可以优化热处理和生产工艺。炉子控制、在线强度测量和预测退火后材料性能的模型结合在一起并相互关联。然而,在生产线远远落后于工艺流程的出口段使用测量系统控制工艺流程,反应时间较长,而且在该位置,最终的机械性能已经调整完成了。因此,除了现有的工具外,还开发了包括控制模型在内的进一步测量系统,以完善 I-Furnace 系统。
西马克集团、炬威国际和 IMS Messsysteme 联合开发了 X-CAP®(X 射线控制退火工艺),允许在退火工艺中测量钢材结构,从而在相关工艺段直接通过闭环控制机械性能。
![]()
I-Furnace 的工作原理 -
UFCplus
气体超快冷
为了达到气体冷却的最高冷却速率,炬威开发了先进的气体喷射冷却系统 UFCplus。利用这种冷却系统,通过在冷却室中加入纯氢,可获得高达150 度每秒每毫米的更高冷却速率,而不会增加生产线的氢气总消耗量。获得专利的氢转移技术限制了氢向相邻腔室的扩散。因此,冷却室中的氢含量可高达 50%,而其他部分的氢含量仍控制在低于 5%。
![]()
UFCplus -
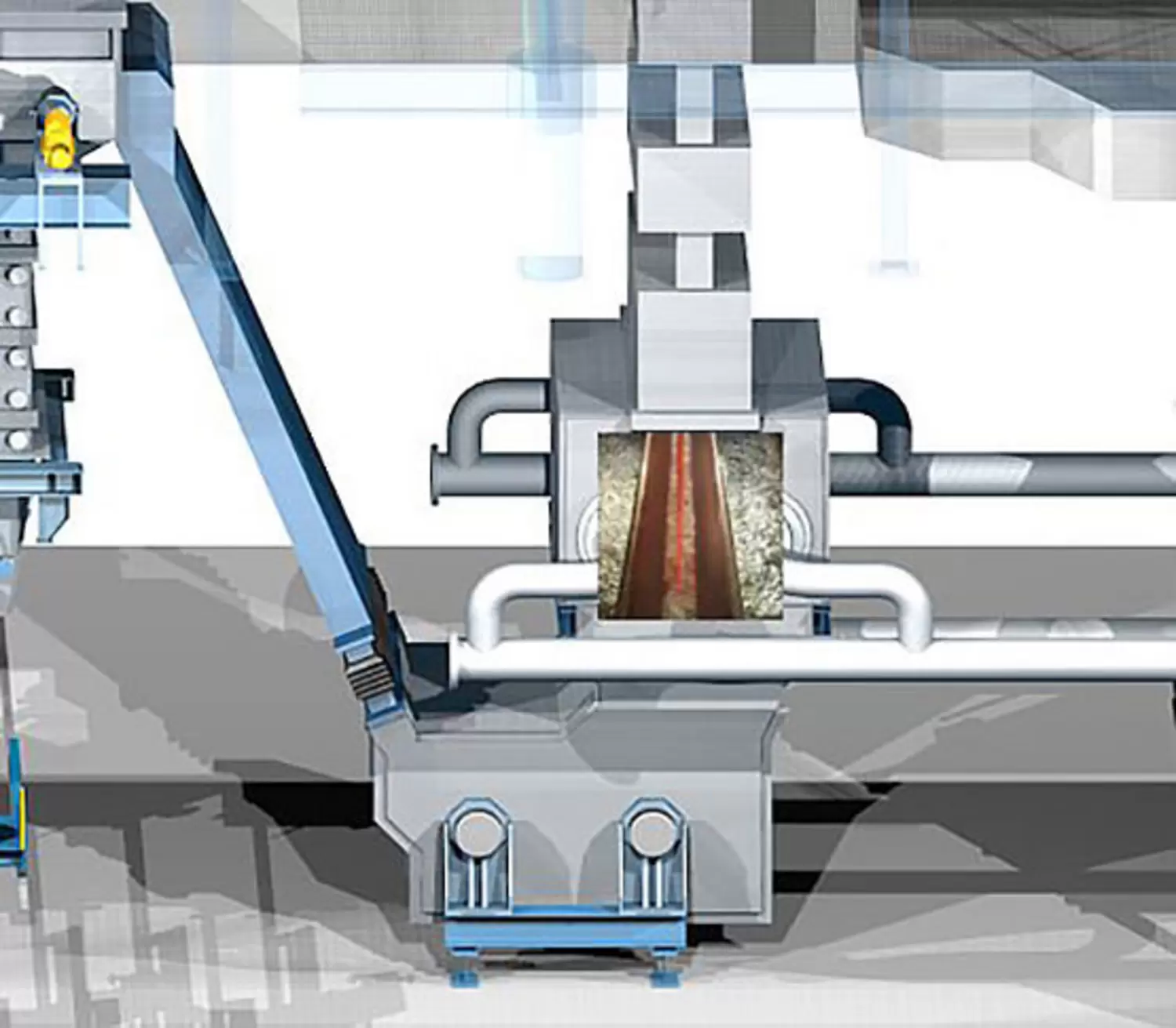
强水冷
喷水强冷
喷水强冷系统包括将带材浸入去离子水中,同时用特殊喷嘴从两侧进行高压喷射。在这里,冷却速度超过1000 度每秒每毫米带材厚度,足以生产出坚硬的双相和多相钢种以及抗拉强度达到 1500 兆帕以上的马氏体钢种。
![]()
[Translate to Chinese:] 喷水快速冷却 -
用于预氧化的PrOBOX® 技术
适用于所有质量的高效热处理
在传统的连续镀锌工艺中,由于高合金材料造成的润湿性问题可以通过特殊的氧化和还原工艺来解决,西马克集团为此提供了 PrOBOX® 技术。PrOBOX ®技术已被广泛认为是对硅锰含量高的高强度钢进行连续镀锌的最佳工艺。为此目的,在 600 至 700 °C 的退火过程中,它在带钢表面调整产生目标氧化层。
![]()
[Translate to Chinese:] PrOBOX® 技术 -
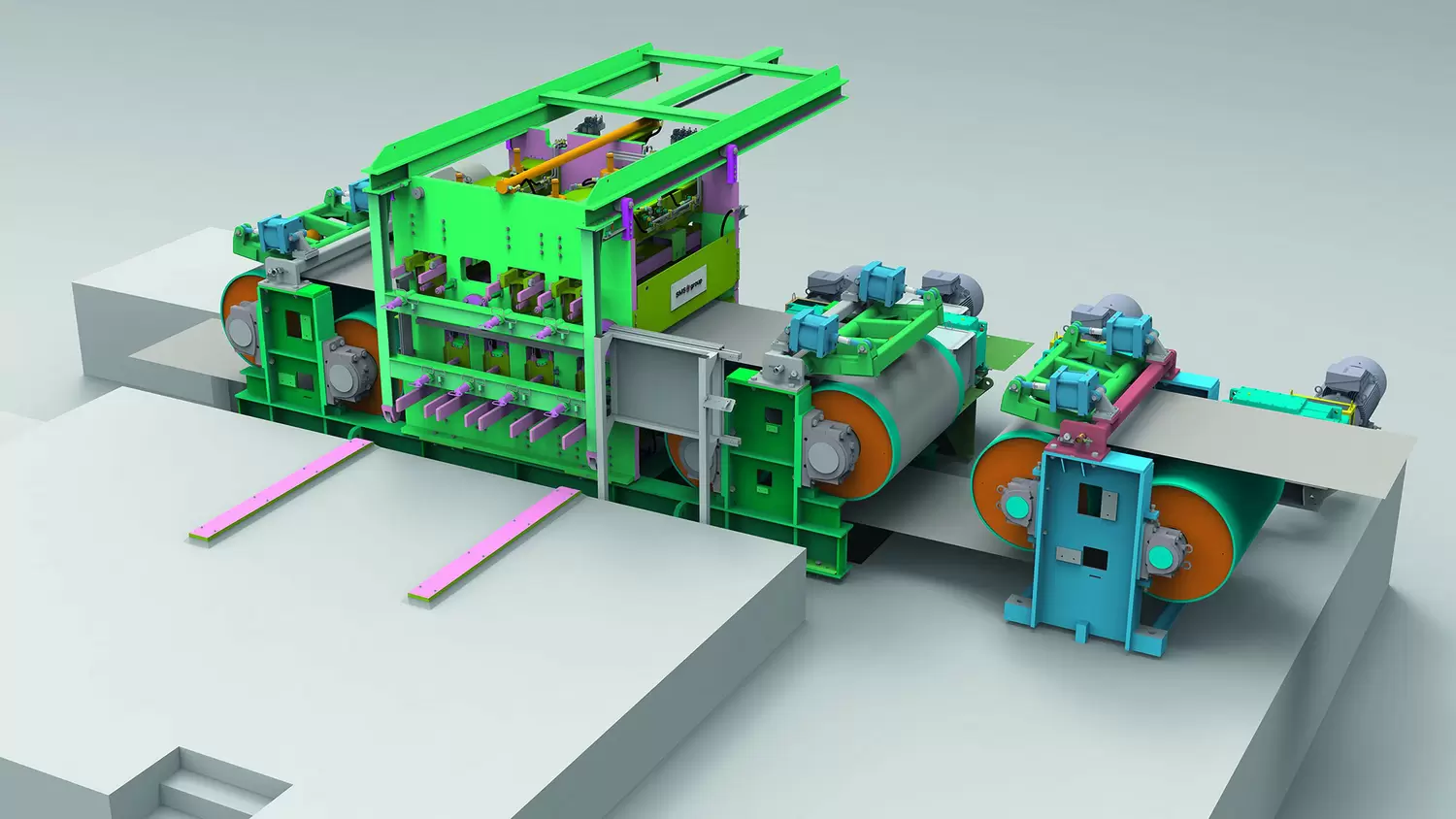
拉矫机
用于高强度等级
拉矫机通过张力和矫直的综合作用,最大限度地减少波纹、瓢曲或纵横弯等不规则现象,从而生产出平整的最终产品。市场对更高材料强度的需求导致了设备技术的相应变化。其中一个方面就是在拉伸和弯曲时需要更大的力。西马克集团开发了用于冷轧和热轧带钢生产线的张力矫直机,能够矫直屈服点远高于 1000 兆帕的钢带。这些设备也适合安装在现有产线上,以满足未来的材料需求。
![]()
拉矫机 -
集成气刀系统
终极表面质量
原则上,带钢电磁稳定系统的特点是在带材两侧的气刀上方相同高度布置电磁铁。每个磁铁位置下方都安装有一个位置测量系统,该系统以非接触方式持续测量带材的位置。该传感器确定的带材位置与参考位置进行比较。由于偏差,电流被施加到顶部或底部的稳定线圈上,从而产生对带钢的磁吸引力。这样,带材的横弯会被减到最小,振动也会减小。因此,气刀唇口与带材表面的距离可以减小。为了满足当今对表面质量的要求,我们开发了一种综合解决方案,使气刀和带材稳定系统更紧密地结合在一起。
![]()
表面质量极佳的带材 -
X-Roll®激光焊机
快速、安全、成功地焊接具有挑战性的钢种
X-Roll® 激光焊机专为焊接难焊带材而设计。该激光焊机配有获得专利的感应式热处理系统,包括自动焊接参数计算系统、质量保证系统和可更换激光源。该激光焊机已安装在新工厂和改造项目中。
![]()



工厂服务模块
抱歉,搜尋詞彙沒有結果。